
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

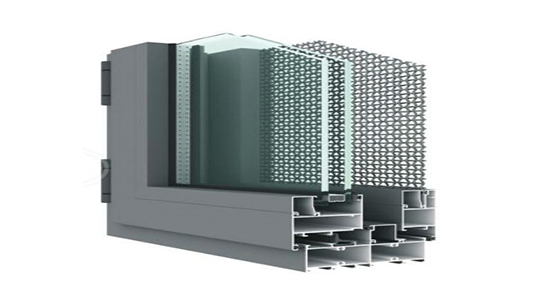
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,国标工业铝型材厂家一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,国标工业铝型材厂家依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。
粉末喷涂是用喷粉设备(静电喷塑机)国标工业铝型材厂家把粉末涂料喷涂到工件的表面,国标工业铝型材厂家在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。一套静电粉末喷涂系统主要由一套供粉装置,一套或数套静电喷枪及控制装置,静电发生装置(通常配置在静电喷枪里面)及一套粉末回收装置组成。铝型材静电粉末喷涂工艺过程如下:吊挂→水洗→碱洗→水洗→中和→水洗→铬化→水洗→纯水洗→吹干→喷粉→烘烤流平→冷却→卸料→检查→包装入库。静态数据静电粉末喷涂铝型材耐蚀性能出色,耐蚀性能好于氧化色铝型材。因为该铝合金型材生产制造选用绿色环保技术性,占地小,技术性步骤简易,实际操作便捷,节约能源和资源,近些年获得快速普及化。

铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,国标工业铝型材厂家是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,国标工业铝型材厂家主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;
抗腐蚀性,铝型材的密度只有2.7g/cm3,约为钢、铜或黄铜的密度(分别为7.83g/ cm3,8.93g/ cm3),的1/3。在大多数环境条件下,包括在空气、水(或盐水)、石油化学和很多化学体系中,铝能显示优良的抗腐蚀性。电导率,铝型材由于它的优良电导率而常被选用。国标工业铝型材厂家在重量相等的基础上,铝的电导率近于铜的1/2。热导量率,铝合金的热导量率大约是铜的50-60%,这对制造热交换器、蒸发器、加热电器、炊事用具,以及汽车的缸盖与散热器皆为有利。非铁磁性,铝型材是非铁磁性的,这对电气工业和电子工业而言是一重要特性。铝型材是不能自燃的,这对涉及装卸或接触易燃易爆材料的应用来说是重要的。可加工性,铝型材的可加工性是优良的。在各种变形铝合金和铸造铝合金中,以及在这些合金产出後具有的各种状态中,机加工特性的变化相当大,国标工业铝型材厂家这就需要特殊的机床或技术。可成形性,特定的拉伸强度、屈服强度、可延展性和相应的加工硬化率支配着允许变形量的变化。回收性,铝具有极高的回收性,再生铝的特性与原生铝几乎没有区别。

1、阳极氧化:氧化膜容易与杂质混合而变黄;材料容易粘在一起,国标工业铝型材厂家使型材表面氧化颜色不均匀,形成彩虹色,导致产品外观不佳;型材和冷床部分容易形成黑点或白点。电解液温度过高或电解时间过长会导致铝型材表面出现白色不透明粉末;在氧化过程中,如果型材掉落,很容易造成短路;国标工业铝型材厂家如果在碱腐蚀过程中硫酸浓度控制不好,型材表面的耐蚀性会降低;氧化膜表面容易形成各种外观质量问题,如烧伤、泛白、发黑或深色。2.电泳涂装:如果电泳涂装时没有严格遵循各种工艺流程的要求,如烘烤时间过长、镀液污染、镀液不合格等。,会造成各种表面缺陷,如表面粗糙、起泡、针孔或缩孔、漆斑流痕、光泽度低、型材表面漆膜不均匀、裂纹等。3、静电粉末喷涂:假如商品原材料品质差,混入尘土和废弃物等,在铝型材表面造成颗粒物,搞脏空气压缩,混入油和水,假如造成铝合金型材表面出气孔缺点的商品原材料相互配合不科学,会危害铝合金型材产品的强度、抗冲击性、耐弯折性等工艺性能和抗药性的铝型材表面有粉粘附







