
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

工业铝型材含义 英文名,Aluminum Profile System ,别名:工业铝挤材引、工业铝合金型材,工业铝型材是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,但添加的合金的比例不同,生产出来的工业铝型材的机械性能和应用领域也不同。应用的领域 一般来讲,工业铝型材是指除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材。广泛应用于工业铝框架结构箱、工业铝板金属复合结构箱、工业铝板复合结构箱。汽车用铝型材厂家设计方案是这三种构造汽车底盘设计方案的重要之一。此外,型板结构、压铸结构机箱也要采用工业铝型材。一个完美的电子仪表箱的设计主要取决于工业铝型材的合理使用。这种结构是由平面几何图形在空间中沿垂直线平行运动而形成的条形。汽车用铝型材厂家用热挤压或冷轧铝和铝合金型材的方式制做的标准,被称作工业铝型材。假如用冷轧方式做成钢链,就称之为钢铁产业的铝合金型材。

氟碳涂料是一种以氟树脂为基础的新型涂料,汽车用铝型材厂家经过一系列工艺处理,其稳定性是所有涂料中较好的,能够抵御更多的污染和腐蚀。1、耐候性好氟碳涂料中含有一种f-c键,键与键之间的距离不大于0.126nm,是所有化学键中最短的键,键可以达到460kj/mol,一般难以断裂,f-c键具有很好的耐候性,能长时间抵抗强紫外线辐射,即使在恶劣的室外环境下,外观也可以维持20年不褐色,可以延长工业铝产品的寿命。2、耐腐蚀性强为了增加表面涂料与金属涂料之间的粘合力,提高涂层表面的抗渗性,首先在工业铝基板表面涂上一层底漆,厚度为5~10m,然后涂上一层厚漆,进一步保护涂层不受酸雨、空气污染和紫外线辐射的影响,表面涂料的厚度可达30m;最后涂上一层厚度为5~10m的涂层,主要用于保护表面涂料,提高防腐能力,增强涂层表面的颜色,使涂层颜色均匀,呈现不同的颜色。底层涂料、表层涂料和涂料这三层涂料层的总厚度可以达到40-60μm,而且可以根据工业铝型材的使用需要加厚,所以涂层的绝热、防腐蚀性能很高。3、易清洗涂层与水之间的接触角称为接触角,当接触角小于90时,涂层表面具有亲水性,易于湿润;当接触角大于90时,涂层表面具有疏水性,不易湿润,氟碳涂层表面可以达到110,氟碳涂层表面光滑,涂层表面非常光滑,涂层表面的水粘结很小,可以自由移动,不会湿润,易于清洁。4、耐温性好氟碳涂层具有很好的耐温性,Ptfe涂层可以长时间耐250℃,汽车用铝型材厂家甚至可以耐300℃,其他涂层可以在50℃下使用,使工业铝产品具有良好的耐候性。5、易加工氟碳涂料具有非常好的附着力,加工的方式也多,可进行喷涂、刷涂和滚涂,还可以根据设计需求,调配成各种想要的颜色,如金属色、珠光色或其它各种颜色,以适应更高档的工业铝型材应用客户的需求,装饰效果更好。
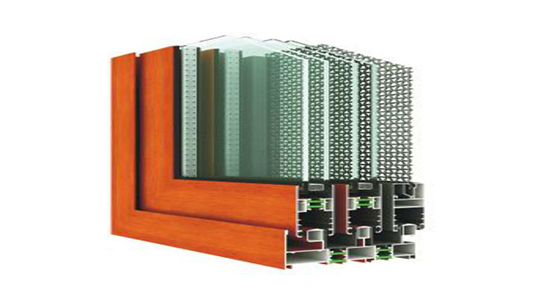
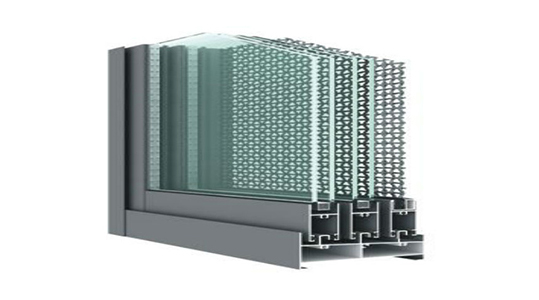
铝型门窗是指以铝材挤压型材为框架,以风扇为基础,以木材、塑料等部件为铝材复合门窗和铝塑复合门窗,其中铝材复合门窗已成为时代发展的主流。随着铝门窗的不断发展,铝门窗逐渐取代了塑钢门窗,在今天的别墅、酒店和高档建筑中反映出非常高端的气氛,那么铝门窗的质量标准是什么呢?我们大致可以门窗的原材料、尺寸偏差、力学性能、款式和价格等主要方面来进行辨别以便于消费者选购。系统窗型材一、原材料质量,原材料的质量主要是指铝型材的质量,原材料的表面质量直接影响到门窗的外观和安全性能。汽车用铝型材厂家看一下在铝窗子上是不是有铝块、毛边或油迹。看门窗框架表面是否存在白斑、黑点、色泽不均或明显的色差;看门窗框架表面是否有明显的外伤,如裂纹、划痕、压痕以及凹陷等;看看表面是否有粒子,还可以触摸看表面是否明显不均匀。尺寸偏差,根据国家铝门窗尺寸标准,门窗框槽口的宽度和高度不得超过2000毫米±1.0毫米,门窗框正面和侧面的垂直度不得超过2000毫米,允许偏差范围不得超过2.0毫米。所有零件都有偏差范围,尺寸偏差越小越好。如果超出规定的偏差范围,该铝门窗将不合格。力学性能,铝型材的力学性能包括厚度、拉伸强度、屈服强度、硬度、氧化膜厚度等。厚度,①型材厚度:铝型材门主应力杆的厚度为2.0毫米;;铝窗的主应力条厚度为1.4毫米,如果低于此标准,则门窗为不合格产品,不能选用。②氧化膜的厚度:铝型材门和窗表面氧化膜的厚度至少达到10μm,消费者在购买时可以用指甲轻描门和窗表面,如果能擦拭氧化膜,膜层的厚度就不能达到标准。强度:根据国家规定的铝型材门窗质量要求,其抗拉强度为157N/mm²,抗屈服强度为108N/mm²,消费者在选购时可以用手将型材轻轻掰弯,如果可以迅速恢复原状,则此门窗材料的强度达标,为合格产品。四、配件与连接件,检查结构件质量是否合格,如合页、螺丝是否拧紧,是否有质量问题,其他部件连接是否牢固,密封性能是否合格。五、款式,随着人们生活质量的提高,铝型材门窗的款式也在提升,汽车用铝型材厂家按照功能和开启方式的不同,大致可以分为推拉式、平开式,上悬式和折叠式等多种款式,每种款式都有不同的特点,如上悬式比较节省空间,只能开一点口,既通风又安全。六、价格,选用正规厂家生产的铝型材门窗,门窗质量应包括材质、厚度、外观质量来判断。优质门窗价格比劣质门窗高出30%,劣质门窗铝型材厚度在1.2mm以下,抗拉强度和屈服强度不符合标准。安全性能没有保障,价格相对便宜,消费者必须慎重选择。
工业铝型材表面机械处理:机械处理是工业铝型材表面处理的主要方法之一。很多时候起着无可代替的作用。机械处理一般可分为:抛光(抛光、抛光、抛光或镜面抛光)、喷砂(球)、抛光、轧制等方法。究竟使用哪一种方法,汽车用铝型材厂家主要根据工业铝型材的类型、生产方法、表面初始状态及所要求的精饰水平而定。表面处理后,工业铝型材可达到以下目的。(1)提供良好的表面条件,提高表面精饰质量。工业铝型材在生产过程中经常出现严重的外观缺陷。通过机械处理可以获得光滑有光泽的表面,这为后续的阳极氧化、化学氧化或其他表面处理提供了良好的表面条件,并极大地改善了工业铝型材的表面光滑度。(2)提高工业铝型材品级。虽然工业铝型材在生产过程中已经形成了光滑的表面,但是这些产品通常在阳极氧化前不经机械处理。然而,随着社会的发展,用户提出了更高的要求,喜欢抛光或亚光、缎面。挤压工业铝型材采用机械磨光或抛光,可以消除挤压纹等缺陷,甚至能获得如镜面般光亮的表面。若采用砂磨带、喷砂(丸)、刷光等方法处理,则形成消光磨砂的表面,经其他表面精饰处理后,大大地提高了产品的质量,初级产品可跃升为高级产品。(3)汽车用铝型材厂家减少焊接的影响。大量的工业铝焊接零件在工业上应用,由于受高温和焊料的影响,焊缝金属组织发生变化,外观颜色不一致,机械处理可以降低焊接效果。(4)产生装饰效果。在铝制工艺品和家庭日常用品中,大多要求美观、精致。通过一些特殊的力学方法,如砂带磨砂、抛光等,研究了条纹对铝片的装饰效果。(5)获得干净表面。经机械设备解决后,工业生产铝可得到无油、不銹、匀称的色调,彻底曝露铝基表面清理,可接着开展下一步加工工艺工程施工。
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,汽车用铝型材厂家是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,汽车用铝型材厂家主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;







