
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

(1)工艺较为简单,这关键得益于生产过程中关键设备的自动化程度上的提升,对一些关键的技术参数已经可以实现微电脑操控,合理的降低了工艺操作困难,与此同时辅助设备大为减少,如:通风设施、加热管道、冷冻装置等;(2)成品率高,一般情况下,倘若各项措施得当,可较大限度地把控不合格品的产生;(3)能耗显著降低,在一般的阳极氧化、电泳涂装的生产过程中,水、电的消耗是相当大的,特别是在氧化工序,整流机的输出电流可达到8000-20000A之间,电压在15-18V之间,再加上机器本身的热耗,需要不停的利用循环水进行降温,吨电耗往往在1000KW·h左右,汽车零部件铝型材厂与此同时辅助设施的减少也可以降低一些电耗;(4)对水、大气的污染程度上降低,片碱、硫酸以及其他液体有机溶剂的不再使用,减少水及大气污染,也合理地提升了铝型材与作为环保产品的塑钢型材的竞争实力,相应的减少了一些生产成本;(5)工人的劳动强度显著降低,可采用自动化流水作业,上料方式以及夹具的使用方式明显简化,汽车零部件铝型材厂提升了生产效率;(6)对毛料的表面质量要求标准有显著降低,粉末涂层可以完全覆盖铝型材表面的挤压纹,掩盖一部分铝型材表面瑕疵,提升铝型材成品的表面质量;(7)涂膜的一些物理指标较其他表面处理膜有明显增强,如强度、耐磨性、耐酸性,可合理的延长铝型材的使用期限。
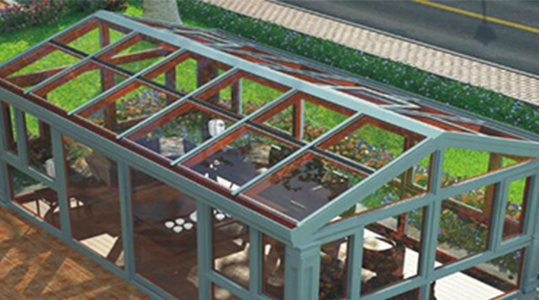
汽车铝型材产品的生产厂家,其主要产品包括:1、专业生产铝合金框架(按照用户的要求,如铝型材、板材、不锈钢板、pvc板等材料,汽车零部件铝型材厂配备完整的模块化部件系列,可根据设计要求和制备工艺快速构造各种半导体设备、光电设备、胶水设备、电子设备、超声波及自动机械设备外套);2、技术专业生产制造自动化机械高精密拖动台、三轴服务平台、平行线拖动台、电动式拖动台、臂组拖动台(可依据顾客规定制做);3、机械设备五金配件加工、钣金加工和工装夹具;4、销售工业铝型材及其组合件、铝型材;5、汽车零部件铝型材厂装配防护罩、防尘罩、管道、工作台、无尘室等产品。6、铝型材开模、挤压生产(可根据客户要求制作)
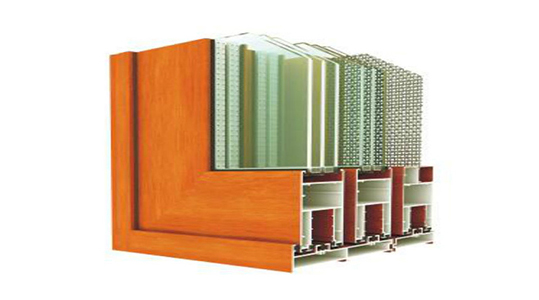
铝型材粉末静电喷涂处理:对铝型材进行铬化解决后,利用静电感应喷涂技术性对铬化膜运用了多酯类化合物镀层解决,使铝型材具备优良的耐蚀性和耐老化。粉末静电喷涂铝型材的色泽和质感非常丰富,多样化的色彩以及外观效果为风格各异的建筑物提供了广阔的选择空间。因而,粉末状静电喷涂铝合金型材是各种各样人性化工程建筑和欧式建筑的原材料。粉末静电喷涂铝型材可根据墙体、铝材、玻璃三者的空间关系,汽车零部件铝型材厂采用邻色匹配、补色调和、对称补色映衬的原则,李构造出多种装饰效果。粉末静电喷涂就是利用高压静电电晕电场的原则。喷枪头金属喷枪和极针与高压负极连接,喷枪工件接地形成正极,使喷枪和工件形成强烈的静电场。当压缩空气作为载气时,粉末涂层由粉末管送到喷雾杯和喷枪针头,汽车零部件铝型材厂由于粉末涂层与高压负极产生的电晕放电相连,在其附近产生致密的负电荷,导致粉末进行负电荷,在静电力和载气驱动力的作用下进入高电场强度的静电场,粉末均匀地飞到地表形成厚而均匀的粉末层,然后热固化成为耐久的涂层。
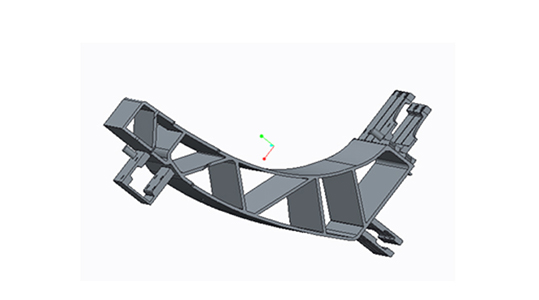
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,汽车零部件铝型材厂是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,汽车零部件铝型材厂主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;

造成铝工业高能耗、高污染的原因:①熔炼和回收:目前在铝熔炼炉中电炉占5%、石油炉占91%、瓦斯气体炉占4%,与工业发达国家相比再熔炼生产1吨挤出铸锭的燃油消耗率高55.17%,而实际铸锭(轧制铸锭和挤出铸锭)的平均熔炼能量则低于工业发达国家另外,铝冶炼炉能耗总体情况仍处于中低水平。②铸造、轧制和挤出:缺少高级产品的小型机很多,汽车零部件铝型材厂挤出设备延迟,效率低,装备自动化程度低,不能实现等温快速挤出,生产精密型材的模具质量不好。③表面处理:表面处理是铝加工过程中的高耗电、高耗水、高污染的环节。④节能减排已成为当今铝加工企业亟待解决的问题,汽车零部件铝型材厂应从铝熔炉、保温炉、挤出机棒炉、污泥处理等方面提出新的方法和策略。

1、阳极氧化:可形成多孔的氧化膜,膜层的硬度可高达500HV;多孔结构的氧化膜还可吸附润滑剂、颜料等以增强材料表面的耐腐蚀性与耐磨性;具有很好的绝缘效果,可防击穿电压大于30V/μm;耐高温性能强,可耐1500℃的高温;汽车零部件铝型材厂利用良好的吸附能力可氧化着色成各种需要的装饰色,广泛应用于航空航天、电子电器、各种铝型材框架结构的建设以及建筑装饰方面。2、电泳涂装:以水为分散介质,助溶剂很少量,减少空气和水质的污染,不会发生火灾危险;涂料的泳透性很好,可以覆盖到铝型材的边缘和缝隙处,形成致密均匀的氧化膜,整体防腐能力非常强;外观质量高,不会发生流挂现象,也没有溶剂冷凝于型材表面而形成外观不良;采用先进的RO循环系统,使涂料的回收率在98%以上,废水排出量很少,不仅节省了化学涂料,而且降低了环境污染。3、粉末喷涂:粉末涂料用树脂的分子量大于溶液型涂料的分子量,使铝型材表面具有良好耐药性的粉末喷涂可以一次性涂上5.0为50-300μm的涂层,大大减少了油漆作次数,节省了操作时间,没有溶液型涂料在油漆作时产生的下垂现象和大头针孔缺陷,汽车零部件铝型材厂可以得到比较存在的膜层,使铝型材制品结实的颜色丰富,提高装饰效果的铝基材表面的品质和预处理品质,没有比预处理方法更严格的了。







