
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

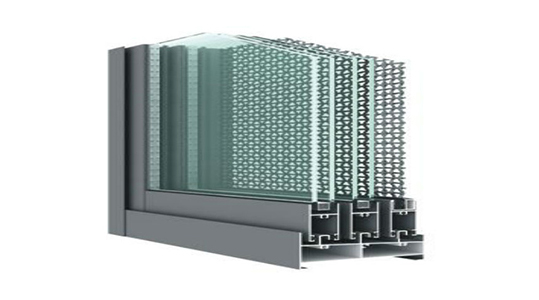
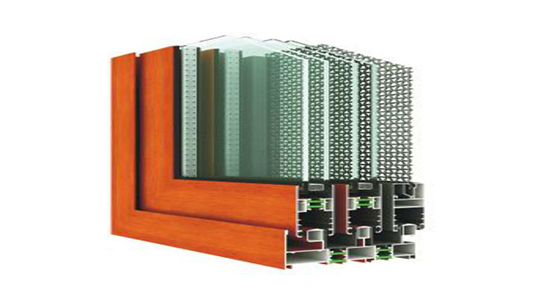
铝金属元素在日常生活中非常普遍,汽车装配线铝型材厂家在工业和建筑行业中铝金属元素的许多性能都非常优越,但由于纯铝的灵活性,在使用过程中通过添加一些不同的金属元素形成不同规格的铝合金型材,下面简要介绍了什么是工业铝型材,汽车装配线铝型材厂家用了各种工业铝型材。工业铝型材是以铝为主要合金原料,铝型材通过加热、挤压、老化和表面处理等方式得到不同截面的铝型材产品,因为6063型材非常适合工业框架的建设,也称工业铝型材,广泛应用于工业生产、汽车制造和科研及军工等领域。根据合金元素的不同,形成了不同系列的铝合金,通常分为7系列:1、系列合金(纯铝合金),铝含量大于99%;2、系合金(Al-Cu合金);3、系合金(Al-Mn合金);4、系合金(Al-Si合金);5、系合金(Al-Mg合金);6系合金(Al-Mg-Si合金);7、系合金(Al-Zn-Mg合金);

铝门窗原材料的主要加工方法有阳极氧化、电泳涂装、静电粉末喷涂和氟碳喷涂。其中,85%的铝门窗制造商采用静电粉末喷涂。汽车装配线铝型材厂家通过各种表面处理,不仅增加了铝门窗的厚度,而且提高了耐腐蚀性和机械性能。门窗厚度尺寸标准不同,门窗厚度不超过2mm,车窗厚度不低于1.4mm,表面氧化膜厚度不低于10μm,抗张强度不超过157MPa,屈服强度必须达到108MPa,才能达到国家规定的使用标准。普通铝合金门窗与断桥铝例门窗的型号虽有不同,但都是指汽车装配线铝型材厂家边框的宽度,如型号80mm指的是边框的宽度为80mm,如果是宽度与厚度达不到国家规定的标准,属于不合格产品,就会影响铝型材门窗的使用寿命与力学性能。

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车装配线铝型材厂家根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车装配线铝型材厂家还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。
氧在大气腐蚀中主要是参与电化学腐蚀过程。空气中的氧溶于铝型材表面存在的电解液膜层中,作为阴极去极化剂,而铝型材的表面电解液层主要由大气中的水汽所形成。水汽在大气中的含量常用相对湿度来表示。大气中的水蒸气压与同一温度下大气中饱和水蒸气压的比值称为相对湿度。很明显,相对湿度到100%时,大气中的水汽就会直接凝结成水滴,降落或凝聚在铝型材的表面,就形成了肉眼可见的水膜。即使相对湿度小于100%,汽车装配线铝型材厂家由于毛细管凝聚作用、吸附凝聚作用或化学凝聚作用,水汽也可以在铝型材表面凝结成很薄的、肉眼不可见的水膜。由于电解液膜层的存在,电化学腐蚀条件得到满足,铝型材的大气腐蚀较为明显。液膜层的厚度影响着大气的腐蚀速度,因此,也可以按照铝型材表面的潮湿不同,也就是按照电解液膜层的存在和状态不同,对大气腐蚀类型进行划分,称为干大气腐蚀、潮大气腐蚀和湿大气腐蚀。在实际大气腐蚀情况下,由于环境条件的变化,各种腐蚀形式可以互相转换。例如,最初在大气腐蚀类型下的铝型材,当周围大气湿度增大或成成了具有吸水性腐蚀产物时,就会开始按照潮大气腐蚀形式进行腐蚀。如果雨直接落在铝型材上,水分大气腐蚀就会转化为湿大气腐蚀。当雨后金属表面的水膜可以看到蒸发和干燥时,其次是大气腐蚀的形式,即主要考虑水分和大气腐蚀这两种形式的腐蚀。西部酸雨地辖区大气环境腐蚀和青藏高原中特殊大气环境对工业铝型材腐蚀的影响比较特殊,值得关注。工业铝型材在盐湖地区的大气环境中使用时,很容易被盐层覆盖,平时问题不会暴露出来,但一旦遇到下雨天气,腐蚀就变得十分严重。汽车装配线铝型材厂家在乡村和一般工业大气环境下,铝型材的年腐蚀速度只有几十纳米的数量级,在海洋大气环境中会有数量级的增加,而在酸雨地区的大气环境下,腐蚀变得更为严重。
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,汽车装配线铝型材厂家使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,汽车装配线铝型材厂家使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。







