
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,新能源汽车铝型材价格是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,新能源汽车铝型材价格主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;

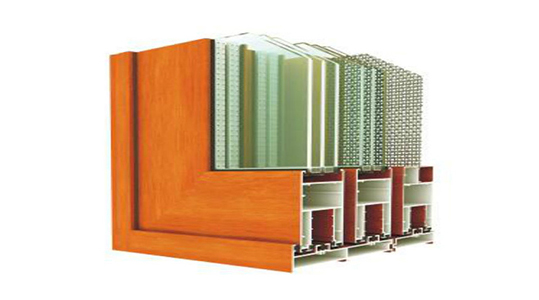
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,新能源汽车铝型材价格一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,新能源汽车铝型材价格依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。

对废铝材料进行分类,废铝材料也从各种铝制品中收集,大致分为纯铝、铸铝等铝合金材料。1、对于废旧的铝型材产品,要先进行拆解,将型材部分与连接件部分分开,因为有些产品是由铝与其它的金属件连接在一起的,新能源汽车铝型材价格先将不同的金属种类拆分,再进行清洗、烘干。2、对于薄铝制品,应用相关设备进行压缩包装。3、钢芯铝捻线材,用磁选分离钢芯和铝材,铝线为卷线。4、去除铝材料中的杂质:铝材料中含有很多其它的金属和非金属杂质,如铁、铅、油漆、塑料等,如果不加以剔除,就会融入再生铝材料中,严重影响再生铝的合金成分,导致生产出来的铝型材质量不合格。①铁杂质的去除:目前还没有一种非常好的方法可以去除废铝中的铁,尽量不采用含铁量高的废铝来生产再生铝,铁杂质过量会导致铝材料的机械性能减弱,将铁的含量要控制在1.2%以下;②铅杂质的去除:采用工业脱氧剂,去除过量的铅;③油漆的去除:可采用丙酮等有机溶剂进行清除,如果是顽固的油漆,要放在566℃以下的脱漆炉中进行烘烤,若还不能清除,可以适当延长烘烤时间,直到漆涂层脱落为止;④铝箔纸的去除:新能源汽车铝型材价格先将箔纸放入水溶液中加热,并加以一定的压力,再迅速减压,并进行搅拌,使其分离开来。

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。新能源汽车铝型材价格根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,新能源汽车铝型材价格还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。







