
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,铝型材工业价格使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,铝型材工业价格使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。

铝金属元素在日常生活中非常普遍,铝型材工业价格在工业和建筑行业中铝金属元素的许多性能都非常优越,但由于纯铝的灵活性,在使用过程中通过添加一些不同的金属元素形成不同规格的铝合金型材,下面简要介绍了什么是工业铝型材,铝型材工业价格用了各种工业铝型材。工业铝型材是以铝为主要合金原料,铝型材通过加热、挤压、老化和表面处理等方式得到不同截面的铝型材产品,因为6063型材非常适合工业框架的建设,也称工业铝型材,广泛应用于工业生产、汽车制造和科研及军工等领域。根据合金元素的不同,形成了不同系列的铝合金,通常分为7系列:1、系列合金(纯铝合金),铝含量大于99%;2、系合金(Al-Cu合金);3、系合金(Al-Mn合金);4、系合金(Al-Si合金);5、系合金(Al-Mg合金);6系合金(Al-Mg-Si合金);7、系合金(Al-Zn-Mg合金);
①模具的成本占铝型材生产成本的三分之一,铝型材工业价格平时必须进行模具的保养作业。为了提高模具的硬度,减少后期挤压温度升高造成的大型盖缺陷,铝挤压模具在使用前必须经过表面渗氮处理。铝型材工业价格在使用过程中还要反复经过3-5次渗氮处理,每次的渗氮厚度要保持在0.15mm左右,当氮化层稳定之后就不用再继续氮化了。②模具在使用前要进行研磨研磨,增加作业带的亮度,保持模具模腔内的清洁,用高压吹风和毛刷去除内部的垃圾和垃圾,防止挤出过程中垃圾进入铝金属内部,挤出的型材在剪切时产生不均匀的缺口,由此产生大的磨损③垫片的维护,垫片是一种将挤压杆与铝锭隔开的挤压工具,起隔热和保护挤压杆的作用,还可以提高模具的挤压精度。使用前应彻底清洗垫片,将附着在垫片上的灰尘和杂质擦干净,然后将垫片作为点油,起到润滑和冷却的作用,减少挤出机中的残渣,减少挤出模具缺陷,使挤出铝制品质量和精度更高。

铝合金的生产成本较高,成本较复杂,焊接部位不溶解是由于氧化铝易形成裂纹,采用较高的激光焊接或冷金属焊接技术完成;非焊接部位采用铆钉和粘合剂连接,铆钉通常采用自冲铆钉、自攻螺、生产工艺要求非常复杂和严格。粘合剂在使用前也需要对铝型材表面的氧化层进行处理,铝型材工业价格对生产环境的要求很高,要求使用人工操作,将各方面的生产成本相加起来,整车的造价就显得非常高了。铝型材工业价格将铝型材的质量轻、抗蚀性强、可塑性强等一系列优点应用于全铝车身上,使车辆具有非常好的安全性能和可操控性,来达到节能减排的汽车轻量化效果,还是具有非常广阔的市场前景的。在后期,通过提高行驶里程、优化电池配置、降低生产成本、扩大轻量级汽车的开发,所有这些都离不开铝型材的应用,在未来,通过将整个铝型材从豪华轿车向低档车辆的技术改造,使普通人也能拥有。
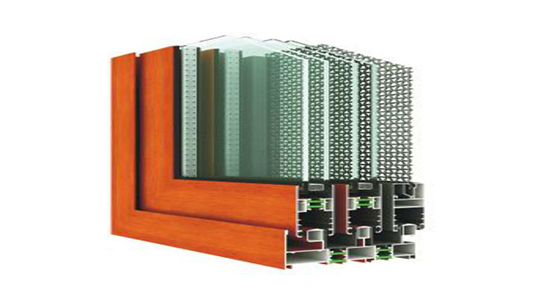
铝门窗原材料的主要加工方法有阳极氧化、电泳涂装、静电粉末喷涂和氟碳喷涂。其中,85%的铝门窗制造商采用静电粉末喷涂。铝型材工业价格通过各种表面处理,不仅增加了铝门窗的厚度,而且提高了耐腐蚀性和机械性能。门窗厚度尺寸标准不同,门窗厚度不超过2mm,车窗厚度不低于1.4mm,表面氧化膜厚度不低于10μm,抗张强度不超过157MPa,屈服强度必须达到108MPa,才能达到国家规定的使用标准。普通铝合金门窗与断桥铝例门窗的型号虽有不同,但都是指铝型材工业价格边框的宽度,如型号80mm指的是边框的宽度为80mm,如果是宽度与厚度达不到国家规定的标准,属于不合格产品,就会影响铝型材门窗的使用寿命与力学性能。







