
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
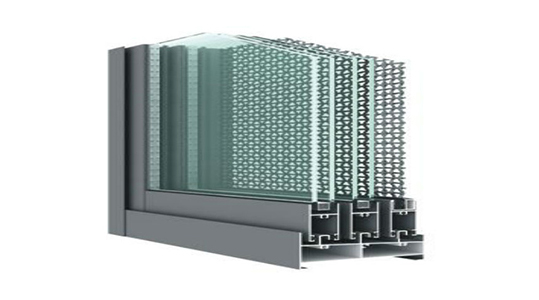
汽车配件用铝型材厂家为了提高铝材的耐蚀性和力学性能,铝型材挤出后进行了各种表面处理,常用的铝合金材料表面处理方法有:1阳极氧化处理、电泳涂层、3粉喷涂三种处理方法,这三种方法原理不同,各有优点,也有一定的缺点,下面简要分析了它们的优缺点。汽车配件用铝型材厂家首先分析了铝型材三种表面处理方法的原理:阳极氧化,以铝为阳极在电解液溶液中,在铝型材表面形成一种致密的氧化膜称为阳极氧化。电泳涂装,将电泳漆溶解于水中,使其电解生成带电粒子,带电粒子在外电场的作用下向相反方向移动,堆积在铝型材表面,形成致密且均匀的膜层,这被称为阳离子电泳油漆作。粉末喷涂,将粉末涂料置入喷枪中,在压缩空气的作用下,通过高压静电使粉末粒子吸附于铝型材的表面称之为静电粉末喷涂。
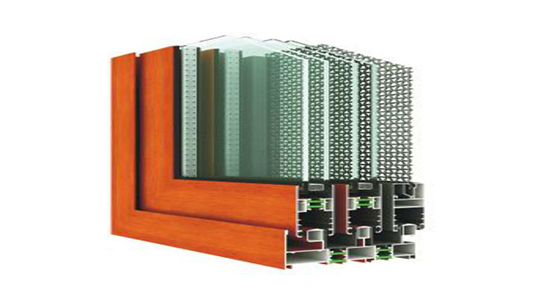
氟碳涂料是一种以氟树脂为基础的新型涂料,汽车配件用铝型材厂家经过一系列工艺处理,其稳定性是所有涂料中较好的,能够抵御更多的污染和腐蚀。1、耐候性好氟碳涂料中含有一种f-c键,键与键之间的距离不大于0.126nm,是所有化学键中最短的键,键可以达到460kj/mol,一般难以断裂,f-c键具有很好的耐候性,能长时间抵抗强紫外线辐射,即使在恶劣的室外环境下,外观也可以维持20年不褐色,可以延长工业铝产品的寿命。2、耐腐蚀性强为了增加表面涂料与金属涂料之间的粘合力,提高涂层表面的抗渗性,首先在工业铝基板表面涂上一层底漆,厚度为5~10m,然后涂上一层厚漆,进一步保护涂层不受酸雨、空气污染和紫外线辐射的影响,表面涂料的厚度可达30m;最后涂上一层厚度为5~10m的涂层,主要用于保护表面涂料,提高防腐能力,增强涂层表面的颜色,使涂层颜色均匀,呈现不同的颜色。底层涂料、表层涂料和涂料这三层涂料层的总厚度可以达到40-60μm,而且可以根据工业铝型材的使用需要加厚,所以涂层的绝热、防腐蚀性能很高。3、易清洗涂层与水之间的接触角称为接触角,当接触角小于90时,涂层表面具有亲水性,易于湿润;当接触角大于90时,涂层表面具有疏水性,不易湿润,氟碳涂层表面可以达到110,氟碳涂层表面光滑,涂层表面非常光滑,涂层表面的水粘结很小,可以自由移动,不会湿润,易于清洁。4、耐温性好氟碳涂层具有很好的耐温性,Ptfe涂层可以长时间耐250℃,汽车配件用铝型材厂家甚至可以耐300℃,其他涂层可以在50℃下使用,使工业铝产品具有良好的耐候性。5、易加工氟碳涂料具有非常好的附着力,加工的方式也多,可进行喷涂、刷涂和滚涂,还可以根据设计需求,调配成各种想要的颜色,如金属色、珠光色或其它各种颜色,以适应更高档的工业铝型材应用客户的需求,装饰效果更好。

铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,汽车配件用铝型材厂家是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,汽车配件用铝型材厂家主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车配件用铝型材厂家根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车配件用铝型材厂家还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。
铝型材是一种常用的工业材料,除了规格常用的规格外,还涉及到各种定制型材产品,是根据用户需求开发的定制型材产品,使用需求较为针对性,应用领域或人口较为单一,但是它是定制型产品优势的一个组成部分加依赖性,可以是生产厂家和用户紧密联系;汽车配件用铝型材厂家下面详细介绍了铝型材定制工艺,供参考。铝型材开模定制流程:①根据使用要求,详细了解开模产品的参数,如规格、尺寸、机械性能、形态和结构等(产品规格、尺寸和结构的难度将直接影响开模定制的成本投入);②总的来说,技术人员刚开始派发设计图纸和性能参数③彼此确定工程图纸并留有盖公章(目地:保证中后期在商品难题上建议不一,开展调查取证)。④研制模具(模具是6063系列铝型材生产的重要环节,决定型材的结构形态),汽车配件用铝型材厂家测量模具精度(模具设计精度控制范围±0.02mm)。⑤根据模具的开发情况,对样品进行挤出试验,并确认样品,样品可批量生产;







