
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
铝合金的生产成本较高,成本较复杂,焊接部位不溶解是由于氧化铝易形成裂纹,采用较高的激光焊接或冷金属焊接技术完成;非焊接部位采用铆钉和粘合剂连接,铆钉通常采用自冲铆钉、自攻螺、生产工艺要求非常复杂和严格。粘合剂在使用前也需要对铝型材表面的氧化层进行处理,汽车专用铝型材厂对生产环境的要求很高,要求使用人工操作,将各方面的生产成本相加起来,整车的造价就显得非常高了。汽车专用铝型材厂将铝型材的质量轻、抗蚀性强、可塑性强等一系列优点应用于全铝车身上,使车辆具有非常好的安全性能和可操控性,来达到节能减排的汽车轻量化效果,还是具有非常广阔的市场前景的。在后期,通过提高行驶里程、优化电池配置、降低生产成本、扩大轻量级汽车的开发,所有这些都离不开铝型材的应用,在未来,通过将整个铝型材从豪华轿车向低档车辆的技术改造,使普通人也能拥有。
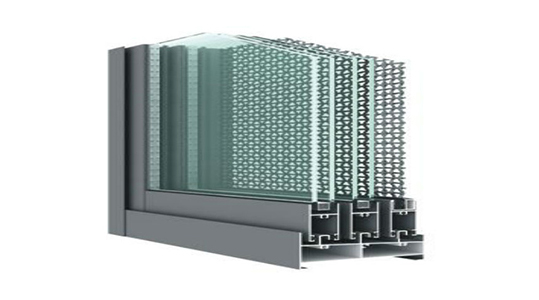
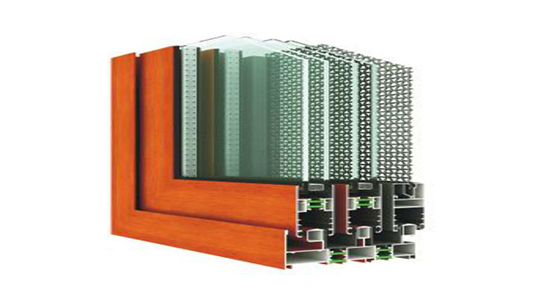
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,汽车专用铝型材厂一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,汽车专用铝型材厂依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。

汽车专用铝型材厂不认为整车铝合金车身等于纯铝车身,所谓铝车身,其实是指汽车的主要结构部件采用铝合金,其他部件和零件可以采用非铝材料来完成,具体的应用取决于汽车受力部件的大小,主力部件采用铝合金材料,利用铝合金材料的密度来实现汽车的轻量化。铝型材种类繁多,汽车制造用铝型材以6063-t5为主,是一种新型的铝合金挤出材料。铝元素的密度很轻,只有2.7g/cm³,只相当于钢材的1/3,纯铝的强度很低,汽车专用铝型材厂通过加入其它的镁、铜、锰、硅、锌等元素,使铝型材的抗拉强度达到180MPa,屈服强度达到127MPa,大大提高了铝型材的力学性能。而整体车身的重量减轻了一半,铝型材只需要用一半厚度的材料,便可达到钢材相同的强度,充分利用了铝型材质量轻和强度高的优势。知道全身不是铝合金制成的,让我们知道在哪里使用铝型材。现在,全部铝主体用的铝型材主要是5系(铝镁合金)和6系(铝镁硅元素)合金,添加的镁元素体能够提高铝型材的强度,当然也用于2系(铝铜合金)和7系(铝压铸锌合金),2系铝合金中添加的铜元素体可以提高车身的硬度,一般作为车身用的金属板使用,7系的耐腐蚀性和耐磨耗性非常优异,但由于中国国内的生产技术水平还没有达到标准,通常需要依赖进口,而且价格高,所以只能在航空和军需等高级领域使用全铝体也有最重要的部分。例如,去年1.2月发售的蔚来汽车ES8在纵南朝梁部只使用了7003型的铝型材。其他部分,例如底盘车和铸造件也使用了5系列和6系列的铝型材。身体的引擎盖也使用铝型材。

工业铝型材结构的优点1.简化小品设计过程因为铝合金型材的应用,依据不一样的必须,将预制构件原理运用到各种各样结构特征中,汽车专用铝型材厂简单化了设计方案,减少了生产周期和板才构造,防止了结构复杂、零件多、设计方案劳动量大等一系列缺点。2.简化生产过程由于工业铝型材结构的加工工序只需下料,打孔和很少的折弯,加工简单,装配方便,避免了铱金结构的多工序加工,使生产过程大为简化。此外,依据操作过程人力降低板才的抗拉强度,不但提升了生产率,还有益于大规模生产。3.减轻设备重量据统计,电子仪器机箱采用铝工业铝型材结构后,比原来用黑色金属的钣金结构重量轻约60%。4.减少工、模具的数量,汽车专用铝型材厂据统计,一台台式金属薄板机箱大约需要40副模具,而采用工业铝型材结构最多只需20副。5.节省材料6.便于贮存和运输7.有利于标准化,通用化和系列化

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车专用铝型材厂根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车专用铝型材厂还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。







