
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

汽车铝型材窗厂为了提高铝材的耐蚀性和力学性能,铝型材挤出后进行了各种表面处理,常用的铝合金材料表面处理方法有:1阳极氧化处理、电泳涂层、3粉喷涂三种处理方法,这三种方法原理不同,各有优点,也有一定的缺点,下面简要分析了它们的优缺点。汽车铝型材窗厂首先分析了铝型材三种表面处理方法的原理:阳极氧化,以铝为阳极在电解液溶液中,在铝型材表面形成一种致密的氧化膜称为阳极氧化。电泳涂装,将电泳漆溶解于水中,使其电解生成带电粒子,带电粒子在外电场的作用下向相反方向移动,堆积在铝型材表面,形成致密且均匀的膜层,这被称为阳离子电泳油漆作。粉末喷涂,将粉末涂料置入喷枪中,在压缩空气的作用下,通过高压静电使粉末粒子吸附于铝型材的表面称之为静电粉末喷涂。
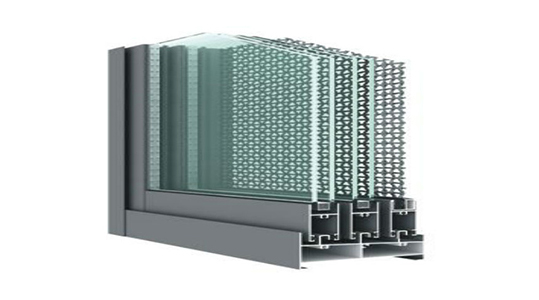
在工业铝型材生产过程中,经过喷砂、氧化等表面处理后,氧化膜必须达到10m以上,具有良好的防腐效果,使铝型材表面看起来非常美观,不需要油漆,因此工业铝型材框架在各种场合都会显得很高。对于小型自动装置,它需要建立一个框架来保护人员和设备的安全;在汽车车间,装配线的装配也需要零件的装配来完成装配线的装配,装配线的装配是用工业铝型材来制作框架;在一些检测系统中,需要用铝型材来装配物品。很多领域都会用到工业铝型材框架结构,如机器人行业,就要用一个铝型材做成的防护罩来围住机器人,既可保证机器人不被人为损坏,又能保证人员的安全。还有许多电子、化工、制药、精密仪器和食品工厂对卫生标准非常严格,它们的设备需要工业铝框架来保护。工业铝型材框架做成的货架在物流行业也用得很多,汽车铝型材窗厂用铝型材可以做成各种工业仓储货架,不仅具有一定的承载能力,组装和拆卸起来都比较简单,由于铝型材还有一个特性,就是可以循环利用,拆卸之后还可通过其它的连接方式用在别的地方,这不仅节约了企业成本,对地球来说又少了一个污染源。用来做框架结构的铝型材具有独特的凹槽,只要配上合适的螺栓与螺母等连接件,汽车铝型材窗厂就可组装成各种想要的铝型材框架,连接方式也是多种多样,对于设计和组装都比较方便,加上银白色的外表,配上不同颜色的网片、玻璃或亚克力板,使工业铝型材框架看起来高端大气上档次,在任何场合都可以适用。

(1)工艺较为简单,这关键得益于生产过程中关键设备的自动化程度上的提升,对一些关键的技术参数已经可以实现微电脑操控,合理的降低了工艺操作困难,与此同时辅助设备大为减少,如:通风设施、加热管道、冷冻装置等;(2)成品率高,一般情况下,倘若各项措施得当,可较大限度地把控不合格品的产生;(3)能耗显著降低,在一般的阳极氧化、电泳涂装的生产过程中,水、电的消耗是相当大的,特别是在氧化工序,整流机的输出电流可达到8000-20000A之间,电压在15-18V之间,再加上机器本身的热耗,需要不停的利用循环水进行降温,吨电耗往往在1000KW·h左右,汽车铝型材窗厂与此同时辅助设施的减少也可以降低一些电耗;(4)对水、大气的污染程度上降低,片碱、硫酸以及其他液体有机溶剂的不再使用,减少水及大气污染,也合理地提升了铝型材与作为环保产品的塑钢型材的竞争实力,相应的减少了一些生产成本;(5)工人的劳动强度显著降低,可采用自动化流水作业,上料方式以及夹具的使用方式明显简化,汽车铝型材窗厂提升了生产效率;(6)对毛料的表面质量要求标准有显著降低,粉末涂层可以完全覆盖铝型材表面的挤压纹,掩盖一部分铝型材表面瑕疵,提升铝型材成品的表面质量;(7)涂膜的一些物理指标较其他表面处理膜有明显增强,如强度、耐磨性、耐酸性,可合理的延长铝型材的使用期限。
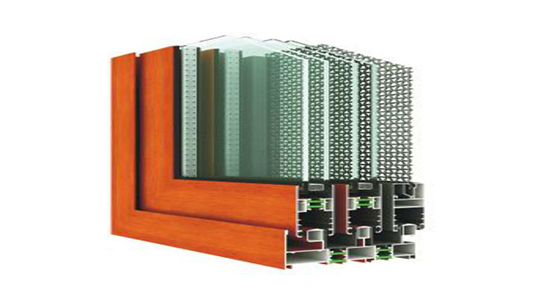
铝门窗原材料的主要加工方法有阳极氧化、电泳涂装、静电粉末喷涂和氟碳喷涂。其中,85%的铝门窗制造商采用静电粉末喷涂。汽车铝型材窗厂通过各种表面处理,不仅增加了铝门窗的厚度,而且提高了耐腐蚀性和机械性能。门窗厚度尺寸标准不同,门窗厚度不超过2mm,车窗厚度不低于1.4mm,表面氧化膜厚度不低于10μm,抗张强度不超过157MPa,屈服强度必须达到108MPa,才能达到国家规定的使用标准。普通铝合金门窗与断桥铝例门窗的型号虽有不同,但都是指汽车铝型材窗厂边框的宽度,如型号80mm指的是边框的宽度为80mm,如果是宽度与厚度达不到国家规定的标准,属于不合格产品,就会影响铝型材门窗的使用寿命与力学性能。

铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,汽车铝型材窗厂是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,汽车铝型材窗厂主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;







