
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

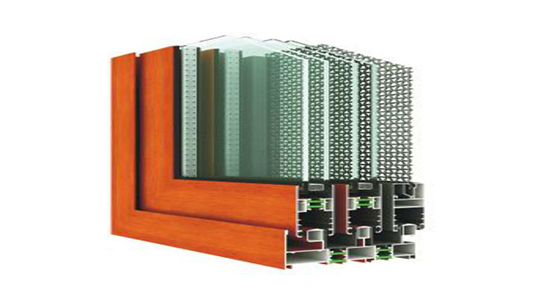
铝型材粉末静电喷涂处理:对铝型材进行铬化解决后,利用静电感应喷涂技术性对铬化膜运用了多酯类化合物镀层解决,使铝型材具备优良的耐蚀性和耐老化。粉末静电喷涂铝型材的色泽和质感非常丰富,多样化的色彩以及外观效果为风格各异的建筑物提供了广阔的选择空间。因而,粉末状静电喷涂铝合金型材是各种各样人性化工程建筑和欧式建筑的原材料。粉末静电喷涂铝型材可根据墙体、铝材、玻璃三者的空间关系,工业铝型材厂采用邻色匹配、补色调和、对称补色映衬的原则,李构造出多种装饰效果。粉末静电喷涂就是利用高压静电电晕电场的原则。喷枪头金属喷枪和极针与高压负极连接,喷枪工件接地形成正极,使喷枪和工件形成强烈的静电场。当压缩空气作为载气时,粉末涂层由粉末管送到喷雾杯和喷枪针头,工业铝型材厂由于粉末涂层与高压负极产生的电晕放电相连,在其附近产生致密的负电荷,导致粉末进行负电荷,在静电力和载气驱动力的作用下进入高电场强度的静电场,粉末均匀地飞到地表形成厚而均匀的粉末层,然后热固化成为耐久的涂层。

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。工业铝型材厂根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,工业铝型材厂还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。
首先我们要了解铝型材门窗渗水的条件:①有缝隙;②有水;③有压力差。解决方案:①尽量让缝隙减小;②尽量想办法挡住雨水;③减小压力差。具体方法如下:1.对密封胶的选材要慎重,一定要选用耐候性的硅酮材料,工业铝型材厂还要看材料是否过期;玻璃的选材也要注意,要选用质量好的玻璃,边缘处的棱角要经过打磨处理,尺寸误差不可超标。2.在铝门窗上留下一个小孔,以便从缝隙中进入的水会流出,铝与玻璃之间的水会被清除。3.密封胶结施工条件要控制好,不得在露天施工中进行雨水,室内温度要保持在27℃以下,相对湿度要保持在50%以上,加入密封胶前要清除间隙中的灰尘和碎片,注射后保持表面,并做好维护工作。4.工业铝型材厂为便于今后的维修,铝型材框架安装后应进行隐蔽检查,门窗安装时应进行分层渗流检查,门窗安装后应进行工程验收,确保型材质量。
工业铝型材表面成层缺陷产生的原因:分层是一种没有固定分布规律的挤出缺陷,大多数是分布在工业铝型材边缘的不连续圆形或弧形薄层。工业铝型材厂造成铸锭外壳形成的主要原因是铸锭表面受油、粉尘污染,或挤出机前端工作部位磨损,导致铸锭前端弹性区附近的脏金属堆积。沿延展性区的拖动面由工业铝型材产生。工业铝型材厂一般出現在工业铝型材尾端,比较严重的也将会出現在工业铝型材正中间,乃至前端开发。还有模孔排列不合理,距离挤压筒内壁太近以及挤压筒、挤压垫磨损过大或变形等也可能产生成层。工业铝型材表面成层消除的方法:(1)提高工业铝型材原料表面的洁净度。(2)减少挤压筒和模具的表面粗糙度,及时更换挤压筒和挤压垫。(3)改善模具设计,使模具孔的位置尽可能远离挤出筒的边缘。(4)减小挤压垫直径与挤压管内径的差异,减少挤压管衬里残留的脏金属。(5)保持挤压筒内衬完好,或用垫片及时清理内衬。(6)沉渣激光切割后,应该清理整洁,不可沾染润滑脂。
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,工业铝型材厂是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,工业铝型材厂主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;
汽车铝型材产品的生产厂家,其主要产品包括:1、专业生产铝合金框架(按照用户的要求,如铝型材、板材、不锈钢板、pvc板等材料,工业铝型材厂配备完整的模块化部件系列,可根据设计要求和制备工艺快速构造各种半导体设备、光电设备、胶水设备、电子设备、超声波及自动机械设备外套);2、技术专业生产制造自动化机械高精密拖动台、三轴服务平台、平行线拖动台、电动式拖动台、臂组拖动台(可依据顾客规定制做);3、机械设备五金配件加工、钣金加工和工装夹具;4、销售工业铝型材及其组合件、铝型材;5、工业铝型材厂装配防护罩、防尘罩、管道、工作台、无尘室等产品。6、铝型材开模、挤压生产(可根据客户要求制作)







