
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

汽车采用铝合金型材,采用高强度、轻质量的材料实现轻量化效果。所谓全铝车身,并不是说整个车身都是纯铝的,而是说主要的结构部分都是铝型材,其他的部分可以用非铝材料。铝型材的种类很多,分为1系列到7系列,全部铝车身使用的型材主要是5系列铝镁合金和6系列铝镁合金,当然还有车身金属板材用的2系列铝铜合金。异型工业铝型材厂采用铝型材实现汽车轻量化效果,具有以下特点:1、质量轻,铝合金因其低密度而轻,只有1/3的钢材。一般来说,汽车的车身重量约为整车重量的35%,高强度钢比普通钢轻,铝型材比高强度钢轻,通常汽车可以使用500公斤铝合金材料,整体重量可以降低至少40%,相当于汽车上4名成年人的重量减少200公斤,轻量汽车的效果明显。2、强度高,与钢相比,铝的密度较小,假设2mm厚的钢,使用4mm厚的铝,达到相同的强度;但钢的重量是铝的一半重量,也就是说,只要使用半重量的铝可以达到与钢相同的强度。所以一般全铝车身的铝板比钢材厚0.2-0.5mm,利用铝材料的低密度优势,通过增加材料的厚度来达到车身的高强度,以提高汽车的安全性能。3、腐蚀性强,铝是一种活泼的金属在空气中易氧化,铝合金和空气中的水、氧经过氧化后,在材料表面形成一层致密的氧化铝薄膜,它可与铝基体紧密结合,形成一层非常稳定的保护层,通过后续的阳极氧化和电泳涂层及粉末涂层,这层保护膜也可厚,具有很好的耐腐蚀性,能够适应各种不良的工业环境,可以延长车辆的使用寿命。4、可塑性好,车身铝型材主要采用5系和6系铝合金,强度高,抗拉强度可达180兆帕,屈服强度可达127兆帕以上,塑性强;碳钢的抗拉强度为235兆帕,屈服强度为207兆帕。与之相比,铝型材具有更好的塑性。依靠现代高科技冲压和钣金技术,异型工业铝型材厂可以生产出非常复杂的整个铝体,如捷豹和奥迪两种典型的型号,这种美丽的曲线是用钢做不到的。5、价格贵 全铝车身虽然具有上述优点,但目前还不能推广。最重要的一点是高成本,包括原材料成本和生产过程成本。一般的车型是无法承受全铝车身的,因为它在造价上是非常高的,就连新一代奥迪A8这样的豪车也“伤不起”,从成本上来考虑,有些地方也只能用高强度钢来替代全铝部位了。
汽车材料的换代不是环保的,最重要的是以轻量吸引用户。传统的钢材结构的汽车车身约占到整个车体重量的35%,而采用铝合金材料制成的车身,整体重量可减少40%,打个比方,同一款型号的汽车,用钢材结构制造的整体重量为1000kg,而用铝型材制造的整体质量只有600kg,相当于从车上下来4个成年人,毫无疑问,异型工业铝型材厂使用全铝车身的汽车最少可以瞬间提速,轻量化的效果不言而喻。当然全铝车身的价格不高,现在还没有普及。铝合金的成本本来就不便宜。铝型材加工的过程也比钢材复杂,后期要进行多种表面处理工艺,如穿山鼠拉斯特氧化和阳极氧化等,提高了铝型材的耐腐蚀性和外观性能,整体成本相当高,如果不从成本方面考虑,就选择全铝车身的汽车。结果表明,在减轻重量的基础上,其强度、防腐蚀性能和其他性能能够满足用户的使用需要。毫无疑问,铝材的整体性能发挥了各种优势:整体质量轻、耐腐蚀性强、强度高、抗冲击性强,在机体主力部件采用铝材料的前提下,异型工业铝型材厂在保证安全性能的前提下,各种抗压强度没有受到影响,全身的重量大大降低,从而实现汽车的轻量化使用,为带来全新的驾驶经验,但高生产成本仍然是全铝发展的一个重要原因。
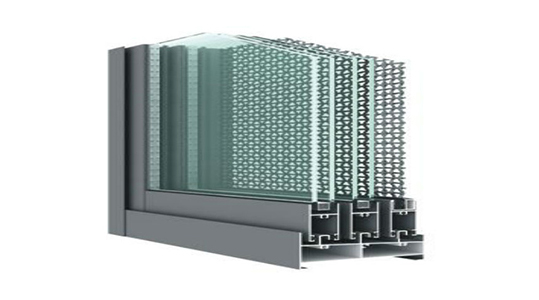
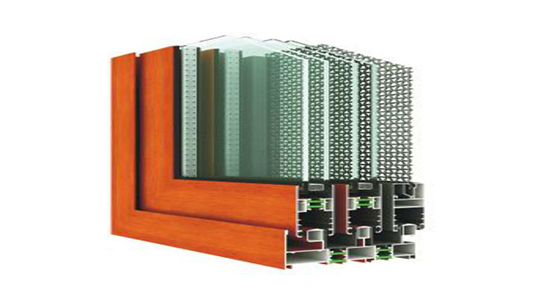
铝型门窗是指以铝材挤压型材为框架,以风扇为基础,以木材、塑料等部件为铝材复合门窗和铝塑复合门窗,其中铝材复合门窗已成为时代发展的主流。随着铝门窗的不断发展,铝门窗逐渐取代了塑钢门窗,在今天的别墅、酒店和高档建筑中反映出非常高端的气氛,那么铝门窗的质量标准是什么呢?我们大致可以门窗的原材料、尺寸偏差、力学性能、款式和价格等主要方面来进行辨别以便于消费者选购。系统窗型材一、原材料质量,原材料的质量主要是指铝型材的质量,原材料的表面质量直接影响到门窗的外观和安全性能。异型工业铝型材厂看一下在铝窗子上是不是有铝块、毛边或油迹。看门窗框架表面是否存在白斑、黑点、色泽不均或明显的色差;看门窗框架表面是否有明显的外伤,如裂纹、划痕、压痕以及凹陷等;看看表面是否有粒子,还可以触摸看表面是否明显不均匀。尺寸偏差,根据国家铝门窗尺寸标准,门窗框槽口的宽度和高度不得超过2000毫米±1.0毫米,门窗框正面和侧面的垂直度不得超过2000毫米,允许偏差范围不得超过2.0毫米。所有零件都有偏差范围,尺寸偏差越小越好。如果超出规定的偏差范围,该铝门窗将不合格。力学性能,铝型材的力学性能包括厚度、拉伸强度、屈服强度、硬度、氧化膜厚度等。厚度,①型材厚度:铝型材门主应力杆的厚度为2.0毫米;;铝窗的主应力条厚度为1.4毫米,如果低于此标准,则门窗为不合格产品,不能选用。②氧化膜的厚度:铝型材门和窗表面氧化膜的厚度至少达到10μm,消费者在购买时可以用指甲轻描门和窗表面,如果能擦拭氧化膜,膜层的厚度就不能达到标准。强度:根据国家规定的铝型材门窗质量要求,其抗拉强度为157N/mm²,抗屈服强度为108N/mm²,消费者在选购时可以用手将型材轻轻掰弯,如果可以迅速恢复原状,则此门窗材料的强度达标,为合格产品。四、配件与连接件,检查结构件质量是否合格,如合页、螺丝是否拧紧,是否有质量问题,其他部件连接是否牢固,密封性能是否合格。五、款式,随着人们生活质量的提高,铝型材门窗的款式也在提升,异型工业铝型材厂按照功能和开启方式的不同,大致可以分为推拉式、平开式,上悬式和折叠式等多种款式,每种款式都有不同的特点,如上悬式比较节省空间,只能开一点口,既通风又安全。六、价格,选用正规厂家生产的铝型材门窗,门窗质量应包括材质、厚度、外观质量来判断。优质门窗价格比劣质门窗高出30%,劣质门窗铝型材厚度在1.2mm以下,抗拉强度和屈服强度不符合标准。安全性能没有保障,价格相对便宜,消费者必须慎重选择。

1、阳极氧化:可形成多孔的氧化膜,膜层的硬度可高达500HV;多孔结构的氧化膜还可吸附润滑剂、颜料等以增强材料表面的耐腐蚀性与耐磨性;具有很好的绝缘效果,可防击穿电压大于30V/μm;耐高温性能强,可耐1500℃的高温;异型工业铝型材厂利用良好的吸附能力可氧化着色成各种需要的装饰色,广泛应用于航空航天、电子电器、各种铝型材框架结构的建设以及建筑装饰方面。2、电泳涂装:以水为分散介质,助溶剂很少量,减少空气和水质的污染,不会发生火灾危险;涂料的泳透性很好,可以覆盖到铝型材的边缘和缝隙处,形成致密均匀的氧化膜,整体防腐能力非常强;外观质量高,不会发生流挂现象,也没有溶剂冷凝于型材表面而形成外观不良;采用先进的RO循环系统,使涂料的回收率在98%以上,废水排出量很少,不仅节省了化学涂料,而且降低了环境污染。3、粉末喷涂:粉末涂料用树脂的分子量大于溶液型涂料的分子量,使铝型材表面具有良好耐药性的粉末喷涂可以一次性涂上5.0为50-300μm的涂层,大大减少了油漆作次数,节省了操作时间,没有溶液型涂料在油漆作时产生的下垂现象和大头针孔缺陷,异型工业铝型材厂可以得到比较存在的膜层,使铝型材制品结实的颜色丰富,提高装饰效果的铝基材表面的品质和预处理品质,没有比预处理方法更严格的了。

然而,不可否认的是,在某种程度上,标准已经成为营销的制高点,谁有标准谁可以拥有市场。因此,异型工业铝型材厂无论从国民经济发展的角度还是从工业铝件企业的发展的角度来看,提高标准生产率都是当务之急。在我国工业生产压铸件规范化水准与资本主义国家对比最少有二十年的不一样。目前我国工业铝型材配件企业还没有树立“标准也是生产力”的意识,异型工业铝型材厂对于标准的制订,往往都是主管部门热情高,工业铝型材配件企业冷淡。然而,不可否认的是,在一定程度上,标准已经成为市场营销的高点,谁拥有标准谁才能拥有市场。因此,从国民经济发展的角度以及从工业铝件企业件企业来看,提高标准生产率显得十分迫切。目前,一些工业铝件标准更新不及时,市场适应性需要提高,60%以上的标准还是2000年前的版本,但应及时修改,标准产品开发情况严重。
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,异型工业铝型材厂使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,异型工业铝型材厂使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。







