
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,100系统窗型材厂使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,100系统窗型材厂使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。

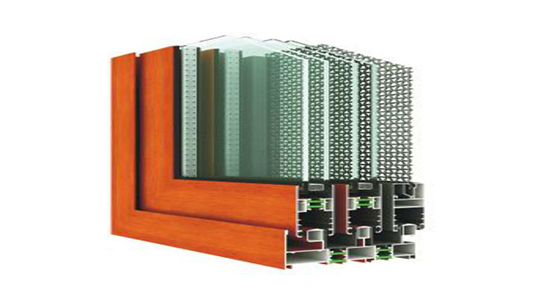
100系统窗型材厂为了提高铝材的耐蚀性和力学性能,铝型材挤出后进行了各种表面处理,常用的铝合金材料表面处理方法有:1阳极氧化处理、电泳涂层、3粉喷涂三种处理方法,这三种方法原理不同,各有优点,也有一定的缺点,下面简要分析了它们的优缺点。100系统窗型材厂首先分析了铝型材三种表面处理方法的原理:阳极氧化,以铝为阳极在电解液溶液中,在铝型材表面形成一种致密的氧化膜称为阳极氧化。电泳涂装,将电泳漆溶解于水中,使其电解生成带电粒子,带电粒子在外电场的作用下向相反方向移动,堆积在铝型材表面,形成致密且均匀的膜层,这被称为阳离子电泳油漆作。粉末喷涂,将粉末涂料置入喷枪中,在压缩空气的作用下,通过高压静电使粉末粒子吸附于铝型材的表面称之为静电粉末喷涂。

①模具的成本占铝型材生产成本的三分之一,100系统窗型材厂平时必须进行模具的保养作业。为了提高模具的硬度,减少后期挤压温度升高造成的大型盖缺陷,铝挤压模具在使用前必须经过表面渗氮处理。100系统窗型材厂在使用过程中还要反复经过3-5次渗氮处理,每次的渗氮厚度要保持在0.15mm左右,当氮化层稳定之后就不用再继续氮化了。②模具在使用前要进行研磨研磨,增加作业带的亮度,保持模具模腔内的清洁,用高压吹风和毛刷去除内部的垃圾和垃圾,防止挤出过程中垃圾进入铝金属内部,挤出的型材在剪切时产生不均匀的缺口,由此产生大的磨损③垫片的维护,垫片是一种将挤压杆与铝锭隔开的挤压工具,起隔热和保护挤压杆的作用,还可以提高模具的挤压精度。使用前应彻底清洗垫片,将附着在垫片上的灰尘和杂质擦干净,然后将垫片作为点油,起到润滑和冷却的作用,减少挤出机中的残渣,减少挤出模具缺陷,使挤出铝制品质量和精度更高。

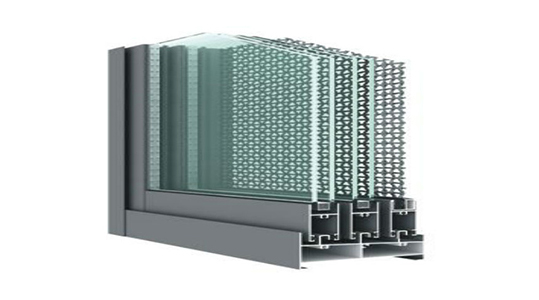
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,100系统窗型材厂一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,100系统窗型材厂依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。
首先我们要了解铝型材门窗渗水的条件:①有缝隙;②有水;③有压力差。解决方案:①尽量让缝隙减小;②尽量想办法挡住雨水;③减小压力差。具体方法如下:1.对密封胶的选材要慎重,一定要选用耐候性的硅酮材料,100系统窗型材厂还要看材料是否过期;玻璃的选材也要注意,要选用质量好的玻璃,边缘处的棱角要经过打磨处理,尺寸误差不可超标。2.在铝门窗上留下一个小孔,以便从缝隙中进入的水会流出,铝与玻璃之间的水会被清除。3.密封胶结施工条件要控制好,不得在露天施工中进行雨水,室内温度要保持在27℃以下,相对湿度要保持在50%以上,加入密封胶前要清除间隙中的灰尘和碎片,注射后保持表面,并做好维护工作。4.100系统窗型材厂为便于今后的维修,铝型材框架安装后应进行隐蔽检查,门窗安装时应进行分层渗流检查,门窗安装后应进行工程验收,确保型材质量。

铝型材粉末静电喷涂型材抗腐蚀性能优良,耐酸碱盐雾能力大大优于氧化着色型材。100系统窗型材厂由于绿色环保技术在这种铝型材生产中的应用,面积小,工艺简单,操作方便,节能资源,近年来得到迅速推广。粉末静电喷涂聚酯涂层在欧洲非常流行,其比例与阳极氧化膜相当,色泽丰富,重现性好,工艺控制方便,环保效益好。开始时是高压静电(Corna)法,如20世纪90年代初我国进口的世界上较先进的溢流床直立碟式静电喷涂设备。美国诺信公司推出均布能力强的摩擦枪(Tribomatic)法,明显改善了装饰效果。我国已进口摩擦枪建立静电喷涂生产线。我国也生产了聚酯粉末涂料,100系统窗型材厂可以满足建筑铝合金型材的需要。与阳极氧化和电泳涂装表面处理方法相比,明显降低了水和大气的污染程度和能耗,同时涂膜的硬度、耐磨性、耐酸性等力学性能也有了很大的提高,使用寿命是普通阳极氧化铝的两倍,且色彩丰富,更能体现建筑的多样化和个性化。因此,喷涂粉末涂层的铝型材因其优异的耐久性、装饰性和加工成型性而受到用户的欢迎。







