
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

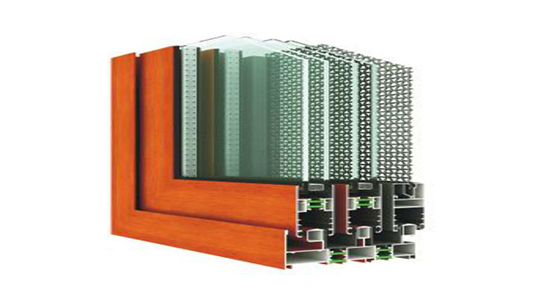
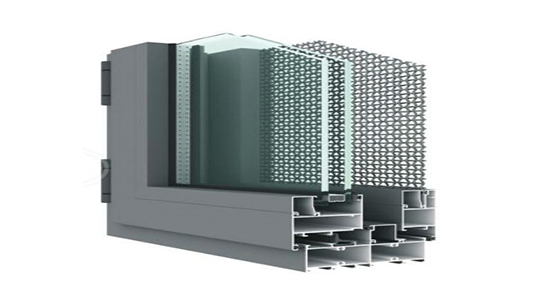
在工业铝型材生产过程中,经过喷砂、氧化等表面处理后,氧化膜必须达到10m以上,具有良好的防腐效果,使铝型材表面看起来非常美观,不需要油漆,因此工业铝型材框架在各种场合都会显得很高。对于小型自动装置,它需要建立一个框架来保护人员和设备的安全;在汽车车间,装配线的装配也需要零件的装配来完成装配线的装配,装配线的装配是用工业铝型材来制作框架;在一些检测系统中,需要用铝型材来装配物品。很多领域都会用到工业铝型材框架结构,如机器人行业,就要用一个铝型材做成的防护罩来围住机器人,既可保证机器人不被人为损坏,又能保证人员的安全。还有许多电子、化工、制药、精密仪器和食品工厂对卫生标准非常严格,它们的设备需要工业铝框架来保护。工业铝型材框架做成的货架在物流行业也用得很多,汽车用铝型材厂家用铝型材可以做成各种工业仓储货架,不仅具有一定的承载能力,组装和拆卸起来都比较简单,由于铝型材还有一个特性,就是可以循环利用,拆卸之后还可通过其它的连接方式用在别的地方,这不仅节约了企业成本,对地球来说又少了一个污染源。用来做框架结构的铝型材具有独特的凹槽,只要配上合适的螺栓与螺母等连接件,汽车用铝型材厂家就可组装成各种想要的铝型材框架,连接方式也是多种多样,对于设计和组装都比较方便,加上银白色的外表,配上不同颜色的网片、玻璃或亚克力板,使工业铝型材框架看起来高端大气上档次,在任何场合都可以适用。

一、省空间:各仓库空间有限。所有产品平整后,占用空间大,摆放在铝型材货架上,扩大仓库储藏能力,较大限度地发挥空间利用率。二、成本节约:生产过程结束后,产品可以通过移动货架运输到指定的存储点进行存储管理,铝货架系统具有完善的存储系统组件,可以有效避免半成品和芯片的报废率,从而实现成本节约,通过铝货架放置,可以较大限度地实现产品的完整性,降低企业的经济损失,同时节约生产成本。三、易于管理:所有产品均有数量,放在铝型材架上,贴上标签条,记录入库时间和数量,使人一眼就能分辨,先进先出,先进后出,便于汽车用铝型材厂家作业人员管理和成本核算,显得十分专业。四、质量保证:铝型材表面被阳极氧化或穿山鼠拉斯特氧化,能起到防腐蚀的作用,即不生锈,在铝型材货架上放货漂亮地可见,不仅保证货不受货架二次污染,而且能起到防潮防尘的作用,汽车用铝型材厂家保证货的质量安全。铝制品用于工业仓储货架,由于铝制品具有一定的承载能力,能够抗腐蚀、耐高温,经久耐用,不变形,设计和组装非常简单快捷,可以随意拆卸和增加层数,可以根据实际需要灵活调整,拆卸后可以重复使用,所以带万向轮的货架使用起来更加方便,所以铝制品工业仓储货架很受厂家的欢迎。
粉末喷涂是用喷粉设备(静电喷塑机)汽车用铝型材厂家把粉末涂料喷涂到工件的表面,汽车用铝型材厂家在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。一套静电粉末喷涂系统主要由一套供粉装置,一套或数套静电喷枪及控制装置,静电发生装置(通常配置在静电喷枪里面)及一套粉末回收装置组成。铝型材静电粉末喷涂工艺过程如下:吊挂→水洗→碱洗→水洗→中和→水洗→铬化→水洗→纯水洗→吹干→喷粉→烘烤流平→冷却→卸料→检查→包装入库。静态数据静电粉末喷涂铝型材耐蚀性能出色,耐蚀性能好于氧化色铝型材。因为该铝合金型材生产制造选用绿色环保技术性,占地小,技术性步骤简易,实际操作便捷,节约能源和资源,近些年获得快速普及化。
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,汽车用铝型材厂家使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,汽车用铝型材厂家使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。

工业铝型材表面成层缺陷产生的原因:分层是一种没有固定分布规律的挤出缺陷,大多数是分布在工业铝型材边缘的不连续圆形或弧形薄层。汽车用铝型材厂家造成铸锭外壳形成的主要原因是铸锭表面受油、粉尘污染,或挤出机前端工作部位磨损,导致铸锭前端弹性区附近的脏金属堆积。沿延展性区的拖动面由工业铝型材产生。汽车用铝型材厂家一般出現在工业铝型材尾端,比较严重的也将会出現在工业铝型材正中间,乃至前端开发。还有模孔排列不合理,距离挤压筒内壁太近以及挤压筒、挤压垫磨损过大或变形等也可能产生成层。工业铝型材表面成层消除的方法:(1)提高工业铝型材原料表面的洁净度。(2)减少挤压筒和模具的表面粗糙度,及时更换挤压筒和挤压垫。(3)改善模具设计,使模具孔的位置尽可能远离挤出筒的边缘。(4)减小挤压垫直径与挤压管内径的差异,减少挤压管衬里残留的脏金属。(5)保持挤压筒内衬完好,或用垫片及时清理内衬。(6)沉渣激光切割后,应该清理整洁,不可沾染润滑脂。

1、阳极氧化:可形成多孔的氧化膜,膜层的硬度可高达500HV;多孔结构的氧化膜还可吸附润滑剂、颜料等以增强材料表面的耐腐蚀性与耐磨性;具有很好的绝缘效果,可防击穿电压大于30V/μm;耐高温性能强,可耐1500℃的高温;汽车用铝型材厂家利用良好的吸附能力可氧化着色成各种需要的装饰色,广泛应用于航空航天、电子电器、各种铝型材框架结构的建设以及建筑装饰方面。2、电泳涂装:以水为分散介质,助溶剂很少量,减少空气和水质的污染,不会发生火灾危险;涂料的泳透性很好,可以覆盖到铝型材的边缘和缝隙处,形成致密均匀的氧化膜,整体防腐能力非常强;外观质量高,不会发生流挂现象,也没有溶剂冷凝于型材表面而形成外观不良;采用先进的RO循环系统,使涂料的回收率在98%以上,废水排出量很少,不仅节省了化学涂料,而且降低了环境污染。3、粉末喷涂:粉末涂料用树脂的分子量大于溶液型涂料的分子量,使铝型材表面具有良好耐药性的粉末喷涂可以一次性涂上5.0为50-300μm的涂层,大大减少了油漆作次数,节省了操作时间,没有溶液型涂料在油漆作时产生的下垂现象和大头针孔缺陷,汽车用铝型材厂家可以得到比较存在的膜层,使铝型材制品结实的颜色丰富,提高装饰效果的铝基材表面的品质和预处理品质,没有比预处理方法更严格的了。







