
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

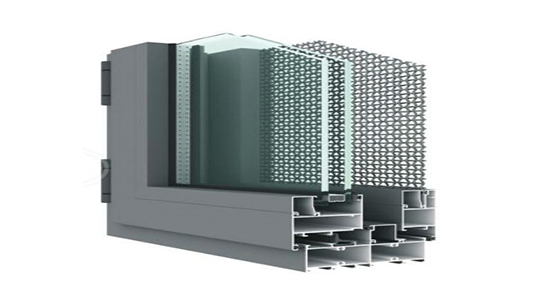
汽车采用铝合金型材,采用高强度、轻质量的材料实现轻量化效果。所谓全铝车身,并不是说整个车身都是纯铝的,而是说主要的结构部分都是铝型材,其他的部分可以用非铝材料。铝型材的种类很多,分为1系列到7系列,全部铝车身使用的型材主要是5系列铝镁合金和6系列铝镁合金,当然还有车身金属板材用的2系列铝铜合金。汽车铝型材厂采用铝型材实现汽车轻量化效果,具有以下特点:1、质量轻,铝合金因其低密度而轻,只有1/3的钢材。一般来说,汽车的车身重量约为整车重量的35%,高强度钢比普通钢轻,铝型材比高强度钢轻,通常汽车可以使用500公斤铝合金材料,整体重量可以降低至少40%,相当于汽车上4名成年人的重量减少200公斤,轻量汽车的效果明显。2、强度高,与钢相比,铝的密度较小,假设2mm厚的钢,使用4mm厚的铝,达到相同的强度;但钢的重量是铝的一半重量,也就是说,只要使用半重量的铝可以达到与钢相同的强度。所以一般全铝车身的铝板比钢材厚0.2-0.5mm,利用铝材料的低密度优势,通过增加材料的厚度来达到车身的高强度,以提高汽车的安全性能。3、腐蚀性强,铝是一种活泼的金属在空气中易氧化,铝合金和空气中的水、氧经过氧化后,在材料表面形成一层致密的氧化铝薄膜,它可与铝基体紧密结合,形成一层非常稳定的保护层,通过后续的阳极氧化和电泳涂层及粉末涂层,这层保护膜也可厚,具有很好的耐腐蚀性,能够适应各种不良的工业环境,可以延长车辆的使用寿命。4、可塑性好,车身铝型材主要采用5系和6系铝合金,强度高,抗拉强度可达180兆帕,屈服强度可达127兆帕以上,塑性强;碳钢的抗拉强度为235兆帕,屈服强度为207兆帕。与之相比,铝型材具有更好的塑性。依靠现代高科技冲压和钣金技术,汽车铝型材厂可以生产出非常复杂的整个铝体,如捷豹和奥迪两种典型的型号,这种美丽的曲线是用钢做不到的。5、价格贵 全铝车身虽然具有上述优点,但目前还不能推广。最重要的一点是高成本,包括原材料成本和生产过程成本。一般的车型是无法承受全铝车身的,因为它在造价上是非常高的,就连新一代奥迪A8这样的豪车也“伤不起”,从成本上来考虑,有些地方也只能用高强度钢来替代全铝部位了。
业界知情人员认为,在市场经济条件下工业铝型材零配件的技术标准通常有以下用途。(1)作为规范市场货物和服务的技术标准,提出了工业铝件的环保、可靠、安全等要求。(2)各相关部门、行业为了更好地协调相互的接口,制定共同遵守的规则。(3)经常用于工作、生产的一些技术规定,制定为标准,可以方便引用,简化技术文件。(4)汽车铝型材厂在一个大的组织内部进行协调工作,有标准规定术语,使同样的叙述表示同样的意思,不至于造成误解。先进的工业铝型材应该来自用户的要求,而不是标准。中国添加世界贸易组织后,在我国的销售市场标准逐渐调节,汽车铝型材厂以考虑国际性规定。它是从标准生产到基于市场的生产到基于用户的生产的飞跃。用户在引导这一变化,工业铝型材配件供应商要跟上这一变化,政府部门及协会也要适应这一变化。研究国际先进的工业铝型材标准的发展,追踪和赶上国际先进的工业铝型材标准和国外先进的工业铝型材标准已成为一种新的形势。
无论哪个生产车间,都不能离开操作台系统,操作台系统包括很多,如铝工作台、材料周转、自动运输设备等,这些操作台都是由铝制成的,在生产中需要的工具。有多种工作站,根据不同的功能可以制成不同的工作站,有防静电工作站、铝板工作站、夹紧工作站、管道工作站等,每个工作台可以实现不同的功能。它一般由铝合金框架构成,具有板台顶、带线、线杆、流畅杆或滚筒,形成不同性质的工作台。除开最基础的作用外,还可依据必须设计方案很多附加的作用,如360旋转原材料盒或提高专用工具盒,它可依据客户的不一样高宽比、站起或坐开展调节,十分个性化的设计方案,大大的扩张了操作台室内空间的应用,提升了工作效能。为了配合工作台的使用需要,要用到物料周转车,提前将所需的物料准备好,用物料车来进行周转,最简单的物料车是用铝型材框架组成,汽车铝型材厂根据承重能力的大小再配上亚克力板、木板或者铝板,有固定的也有移动的,移动的物料车可以减轻很多工作量,可灵活的来回推动;多功能的物料车,主体框架也是由铝型材组成,另外可以配上流利条来放置大的物料盒,以及其它的一些工具盒,进一步提升它的使用空间,再安上万向脚轮,使用起来更加方便。使用铝型材工作台时,需要自动输送设备。从工作台或生产线上下来的产品被放入料箱,由铝型材周转车送到自动输送设备,然后转移到另一条生产线或下一个加工环节。自动变速器设备有半自动化、全自动化、半自动化的变速器设备进行人工跟踪,全自动化只能在控制台上设置程序,过程可以通过控制面板操作。汽车铝型材厂其主要部件为铝型材,配有流畅的棒材,放在上面的物品不会被处理,因此可以节省大量的人力和时间,大大提高生产效率。与其他材料相比,铝型材质量很轻,表面经过喷砂和氧化处理,所以不需要涂漆,外观看起来更高。最重要的是它具有抗腐蚀和耐高温性能,适用于各种恶劣的工作环境。安装时无需焊接,只需将铝型材与相应的连接件组装在一起,拆卸也非常方便快捷。基于铝型材的各种优点,铝型材在操作台系统上还有更多的应用,由于每个行业的需求都是不一样的,用户可以根据自身的产品需求,增加各种各样不同的附加功能,将铝型材的应用空间拓展到无穷大。

铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,汽车铝型材厂使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,汽车铝型材厂使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。







