
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

1、阳极氧化:氧化膜容易与杂质混合而变黄;材料容易粘在一起,工业铝型材厂使型材表面氧化颜色不均匀,形成彩虹色,导致产品外观不佳;型材和冷床部分容易形成黑点或白点。电解液温度过高或电解时间过长会导致铝型材表面出现白色不透明粉末;在氧化过程中,如果型材掉落,很容易造成短路;工业铝型材厂如果在碱腐蚀过程中硫酸浓度控制不好,型材表面的耐蚀性会降低;氧化膜表面容易形成各种外观质量问题,如烧伤、泛白、发黑或深色。2.电泳涂装:如果电泳涂装时没有严格遵循各种工艺流程的要求,如烘烤时间过长、镀液污染、镀液不合格等。,会造成各种表面缺陷,如表面粗糙、起泡、针孔或缩孔、漆斑流痕、光泽度低、型材表面漆膜不均匀、裂纹等。3、静电粉末喷涂:假如商品原材料品质差,混入尘土和废弃物等,在铝型材表面造成颗粒物,搞脏空气压缩,混入油和水,假如造成铝合金型材表面出气孔缺点的商品原材料相互配合不科学,会危害铝合金型材产品的强度、抗冲击性、耐弯折性等工艺性能和抗药性的铝型材表面有粉粘附

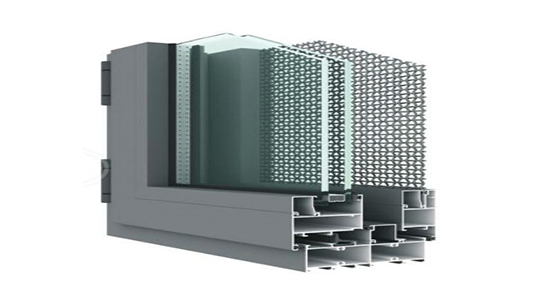
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,工业铝型材厂一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,工业铝型材厂依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。

工业铝型材厂为了提高铝材的耐蚀性和力学性能,铝型材挤出后进行了各种表面处理,常用的铝合金材料表面处理方法有:1阳极氧化处理、电泳涂层、3粉喷涂三种处理方法,这三种方法原理不同,各有优点,也有一定的缺点,下面简要分析了它们的优缺点。工业铝型材厂首先分析了铝型材三种表面处理方法的原理:阳极氧化,以铝为阳极在电解液溶液中,在铝型材表面形成一种致密的氧化膜称为阳极氧化。电泳涂装,将电泳漆溶解于水中,使其电解生成带电粒子,带电粒子在外电场的作用下向相反方向移动,堆积在铝型材表面,形成致密且均匀的膜层,这被称为阳离子电泳油漆作。粉末喷涂,将粉末涂料置入喷枪中,在压缩空气的作用下,通过高压静电使粉末粒子吸附于铝型材的表面称之为静电粉末喷涂。
①用手触摸:触摸门窗框或面板时,是否感觉到明显的凹凸、粒子浮起、起泡、裂纹。铝合金窗口和窗口的主要原料是铝合金型材,它是铝合金型材,工业铝型材厂在挤压过程中,如果晶体内部发生裂纹,会产生表面裂纹;如果将气体挤入或挤入钢锭内部,会造成铝型材表面气泡;粗挤压模生产的铝型材表面也会出现不均匀;铝型材和挤压管如果引入杂物或粉尘渣,会使铝型材表面浮动。这些挤压缺陷都会导致生产出来的铝型材门窗质量不合格,工业铝型材厂用手就可以摸出来。②用眼睛看:铝型材门窗表面颜色均匀,有木有,有无色差,看有凹凸的波浪型线,这些个外观缺陷都是由于生产过程中表面处理方法不当所致。最常见的表面处理方法是阳极氧化,这种方法在酸碱腐蚀后,水没有彻底清洗时,容易在铝型材表面产生斑点;在静电粉末喷涂的后期,如果涂层质量不理想,固化温度过低,且板太厚,容易造成色差;固化温度过高容易导致发黄;框架也有明显的变形,肉眼很容易看到,说明铝门窗质量不合格。







